


System traceability – automat spawalniczy
Wykonany przez nas automat spawalniczy przeznaczony do spawania korpusu przekładni kierowniczej, gdzie wymagane jest ułożenie kołowej spoiny, został przez naszych inżynierów wyposażony dodatkowo w system traceability pozwalający kontrolować i rejestrować parametry każdej wykonanej przez maszynę spoiny.
System zapewnia pełną kontrolę procesu spawania i posiada funkcję monitorowania oraz rejestracji parametrów procesu. Dedykowany serwer rejestruje wartości natężenia i napięcia prądu spawania oraz posuwu drutu dla każdego produkowanego detalu z częstotliwością 10 Hz (próbkowanie co 100 ms).
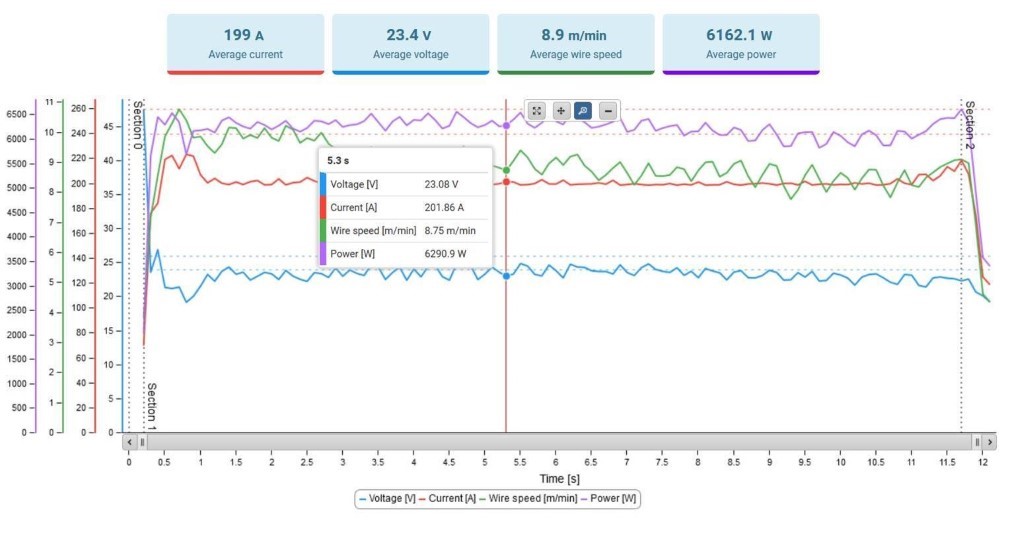
Przejrzysty interfejs umożliwia dostęp do danych archiwalnych i wyświetlanie ich w formie wykresów. System umożliwia również ustawianie granicy tolerancji dla każdego rejestrowanego parametru, co zapewnia informację zwrotną do układu sterowania w przypadku wystąpienia wartości parametrów przekraczających dopuszczalne odchylenia. Pozwala to wykryć niezgodności w procesie spawania produktu bezpośrednio na etapie produkcji, w momencie wykonywania kontrolowanej operacji.
Tego typu rozwiązania można stosować do różnych detali wymagających układania ciągłych lub przerywanych spoin kołowych, gdzie wymagana jest kontrola procesu z rejestrowaniem wybranych parametrów spawania.
Przykładem maszyn, gdzie wykorzystaliśmy powyższe rozwiązania są nasze jedno- i dwustanowiskowe automaty spawalnicze ASJ i ASJdp z manualnym i automatycznym ustawieniem palników oraz systemem monitorowania i rejestracji procesu spawania. Podobne rozwiązania zastosowaliśmy także do naszych automatów spawalniczych, służących do liniowego układania spoin.